Thi Công ép cọc – Trong các phần trước, chúng ta đã tìm hiểu về khái niệm cọc bê tông cốt thép và quy trình sản xuất cọc, trong phần tiếp theo, chúng ta sẽ tiếp tục tìm hiểu về các phương pháp thi công ép cọc, qua đó thấy được những ưu và nhược điểm của các phương pháp để có cái nhìn tổng quát về toàn bộ quá trình này.
Ép cọc thường dùng 2 phương pháp: ép đỉnh và ép ôm, cụ thể như sau:
1. Ép đỉnh
Là phương pháp dùng lực ép tác dụng từ đỉnh cọc để ấn cọc xuống nền địa chất. Ưu điểm của phương pháp này đó là toàn bộ lực ép do kích thủy lực tạo ra được truyền trực tiếp lên đầu cọc chuyển thành hiệu quả ép. Khi ép qua các lớp đất có ma sát nội tương đối cao như á cát, sét dẻo cứng… lực ép có thể thắng lực cản do ma sát để hạ cọc xuống sâu dễ dàng. Tuy nhiên, cần phải có hai hệ khung giá: hệ khung giá cố định và hệ khung giá di động, với chiều cao tổng cộng của hai hệ khung giá này phải lớn hơn chiều dài một đoạn cọc: nếu 1 đoạn cọc dài 6m thì khung giá phải từ 7 – 8m mới có thể ép được cọc. Vì vậy khi thiết kế cọc ép, chiều dài một đoạn cọc phải khống chế bởi chiều cao giá ép trong khoảng 6 – 8m.
2.Ép ôm
Là phương pháp dùng lực ép tác dụng từ hai bên hông cọc do chấu ma sát tạo nên để ép cọc xuống. Ưu điểm của phương pháp này nằm ở chỗ do ép từ 2 bên hông của cọc, máy ép không cần phải có hệ khung giá di động, chiều dài đoạn cọc ép có thể dài hơn. Nhưng vì ép cọc từ hai bên hông cọc thông qua 2 chấu ma sát nên khi ép qua các lớp ma sát có nội ma sát tương đối cao như á sét, sét dẻo cứng… lực ép hông thường không thể thắng được lực cản do ma sát tăng để hạ cọc xuống sâu. Nói chung, phương pháp này không được sử dụng rộng rãi bằng phương pháp ép đỉnh.
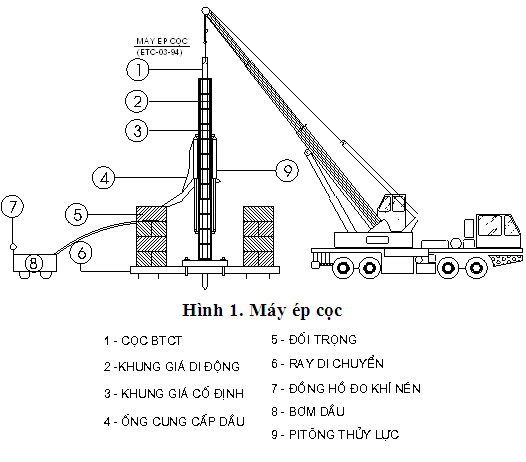
3. Các bộ phận của máy ép cọc (ép đỉnh)
Về đối trọng, trạm bơm thủy lực gồm có: Động cơ điện, bơm thủy lực ngăn kéo, ống tuy-ô thủy lực và giác thủy lực.
Dàn máy ép cọc gồm có: khung dẫn với giá xi lanh, khung dẫn là một lồng thép được hàn thành khung bởi các thanh thép góc và tấm thép dày. Bộ dàn hở 2 đầu để cọc có thể đi từ trên xuống dưới. Khung dẫn gắn với động cơ của xi-lanh, khung dẫn có thể lên xuống theo trục hành trình của xi-lanh.
- Dàn máy có thể di chuyển nhờ chỗ lỗ bắt các bulông
Bệ máy ép cọc gồm 2 thanh thép hình chữ I loại lớn liên kết với dàn máy ứng với khoảng cách hai hàng cọc để có thể đứng tại 1 vị trí ép được nhiều cọc mà không cần phải di chuyển bệ máy. Có thể ép một lúc nhiều cọc bằng cách nối bulông đẩy dàn máy sang vị trí ép cọc khác bố trí trong cùng một hàng cọc.
Máy ép cọc cần có lực ép P gồm 2 kích thuỷ lực mỗi kích có Pmax = P/2 (T)
4. Nguyên lý làm việc
Dàn máy được lắp ráp với bệ máy bằng 2 chốt như vậy có thể di chuyển ép một số cọc khi bệ máy cố định tại một chỗ, giảm số lần cẩu đối trọng.
Ống thả cọc được 2 xilanh nâng lên hạ xuống, năng lượng thủy lực truyền đi từ trạm bơm qua xilanh qua ống thả cọc và qua gối đầu cọc truyền sang cọc, với đối trọng năng lượng sẽ biến thành lực dọc trục ép cọc xuống đất.
5. Tiến hành ép cọc
- Chuẩn bị mặt bằng thi công và cọc
Việc bố trí mặt bằng thi công ép cọc ảnh hưởng trực tiếp đến tiến độ thi công nhanh hay chậm của công trình. Việc bố trí mặt bằng thi công phải hợp lý để các công việc không bị chồng chéo, cản trở lẫn nhau, giúp đẩy nhanh tiến độ thi công, rút ngắn thời gian thực hiện công trình. Cọc phải được bố trí trên mặt bằng sao cho thuận lợi cho việc thi công mà vẫn không cản trở máy móc thi công. Vị trí các cọc phải được đánh dấu sẵn trên mặt bằng bằng các cột mốc chắc chắn, dễ nhìn.
- Công tác chuẩn bị ép cọc
Cọc ép sau nên thời điểm bắt đầu ép cọc tuỳ thuộc vào sự thoả thuận giữa thiết kế chủ công trình và người thi công ép cọc. Vận chuyển và lắp ráp thiết bị ép cọc vào vị trí ép đảm bảo an toàn. Chỉnh máy để các đường trục của khung máy, đường trục kích và đường trục của cọc đứng thẳng và nằm trong một mặt phẳng, mặt phẳng này phải vuông góc với mặt phẳng chuẩn nằm ngang (mặt phẳng chuẩn đài móng). Độ nghiêng của nó không quá 5%. Kiểm tra 2 móc cẩu của dàn máy thật cẩn thận kiểm tra 2 chốt ngang liên kết dầm máy và lắp dàn lên bệ máy bằng 2 máy. Khi cẩu đối trọng, dàn phải được kê thật phẳng, không nghiêng lệch, kiểm tra các chốt vít thật an toàn.
Khi tiến hành, lần lượt cẩu các đối trọng lên dầm khung sao cho mặt phẳng chứa trọng tâm 2 đối trọng trùng với trọng tâm ống thả cọc. Trong trường hợp đối trọng đặt ngoài dầm thì phải kê chắc chắn. Dùng cẩu tự hành cẩu trạm bơm đến gần dàn máy, nối các giắc thuỷ lực vào giắc trạm bơm, bắt đầu cho máy hoạt động. Chạy thử máy ép để kiểm tra độ ổn định của thiết bị (chạy không tải và có tải). Kiểm tra cọc và vận chuyển cọc vào vị trí cọc trước khi ép
- Kiểm tra các chi tiết nối cọc và máy hàn
Trước khi ép cọc đại trà, phải tiến hành ép để làm thí nghiệm nén tĩnh cọc tại những điểm có điều kiện địa chất tiêu biểu nhằm lựa chọn đúng đắn loại cọc, thiết bị thi công và điều chỉnh đồ án thiết kế, số lượng cần kiểm tra với thí nghiệm nén tĩnh là 1% tổng số cọc ép nhưng không ít hơn 3 cọc.
- Chuẩn bị tài liệu
Phải kiểm tra để loại bỏ các cọc không đạt yêu cầu kỹ thuật. Phải có đầy đủ các bản báo cáo khảo sát địa chất công trình, biểu đồ xuyên tĩnh, bản đồ các công trình ngầm. Có bản vẽ mặt bằng bố trí lưới cọc trong khi thi công, có phiếu kiểm nghiệm cấp phối, tính chất cơ lý của thép và bê tông cọc, biên bản kiểm tra cọc và hồ sơ thiết bị sử dụng ép cọc.
- Lắp đoạn cọc đầu tiên
Đoạn cọc đầu tiên phải được lắp chính xác, phải cân chỉnh để trục của C1 trùng với đường trục của kích và đi qua điểm định vị cọc độ sai lệch không quá 1cm. Đầu trên của cọc được gắn vào thanh định hướng của khung máy. Nếu đoạn cọc C1 bị nghiêng sẽ dẫn đến hậu quả của toàn bộ cọc bị nghiêng.
Khi đáy kích (hoặc đỉnh pittong) tiếp xúc với đỉnh cọc thì điều chỉnh van tăng dần áp lực, những giây đầu tiên áp lực dầu tăng dần đều, đoạn cọc C1 cắm sâu dần vào đất với vận tốc xuyên ≤ 1m/s. Trong quá trình ép dùng 2 máy kinh vĩ đặt vuông góc với nhau để kiểm tra độ thẳng đứng của cọc lúc xuyên xuống. Nếu xác định cọc nghiêng thì dừng lại để điều chỉnh ngay. Khi đầu cọc C1 cách mặt đất 0,3 – 0,5m thì tiến hành lắp đoạn cọc C2, kiểm tra về mặt 2 đầu cọc C2 sửa chữa sao cho thật phẳng. Kiểm tra các chi tiết nối cọc và máy hàn. Lắp đoạn cọc C2 vào vị trí ép, căn chỉnh để đường trục cọc C2 trùng với trục kích và trục đoạn cọc C1, độ nghiêng ≤ 1%. Tác động lên cọc C2 một lực tạo tiếp xúc sao cho áp lực ở mặt tiếp xúc khoảng 3 – 4kg/cm2 rồi mới tiến hành nối 2 đoạn cọc theo thiết kế. Làm tương tự với các đoạn cọc sau.
- Kết thúc công việc ép cọc
Cọc được coi là ép xong khi thoả mãn 2 điều kiện: Chiều dài cọc đã ép vào đất nền trong khoảng Lmin <= Lc <= Lmax .
Trong đó: Lmin , Lmax là chiều dài ngắn nhất và dài nhất của cọc được thiết kế dự báo theo tình hình biến động của nền đất trong khu vực. Lc là chiều dài cọc đã hạ vào trong đất so với cốt thiết kế.
Lực ép trước khi dừng trong khoảng (Pep) min <= (Pep)KT <= (Pep)max
Trong đó: (Pep) min là lực ép nhỏ nhất do thiết kế quy định, (Pep)max là lực ép lớn nhất do thiết kế quy định, (Pep)KT là lực ép tại thời điểm kết thúc ép cọc, trị số này được duy trì với vận tốc xuyên không quá 1cm/s trên chiều sâu không ít hơn ba lần đường kính (hoặc cạnh) cọc. Trường hợp không đạt 2 điều kiện trên người thi công phải báo cho chủ công trình và thiết kế để sử lý kịp thời khi cần thiết, làm khảo sát đất bổ sung, làm thí nghiệm kiểm tra để có cơ sở lý luận sử lý.
Với hệ thống dàn ép thủy lực tải trọng lên đến 400 tấn cùng đội ngũ kỹ thuật viên kinh nghiệm, chúng tôi sẽ cung cấp một quy trình ép cọc bê tông cốt thép chuyên nghiệp từ khâu khảo sát đến thi công và nghiệm thu. Đảm bảo công trình của quý khách có một nền móng vững chắc.
Chúng tôi Công ty Hải Phòng TIC luôn luôn sẵn sàng hỗ trợ các chủ đầu tư về thắc mắc trong xây dựng cũng như các vấn đề liên quan khi xây nhà, hãy liên hệ ngay để được tư vấn thiết kế – thi công – trọn gói qua Hotline trực tiếp 24/24.